
PULSECOOLING
THE SMARTER WAY TO CONTROL YOUR PROCESS
MAXIMIZING EFFICIENCY IN MOLD TEMPERATURE CONTROL
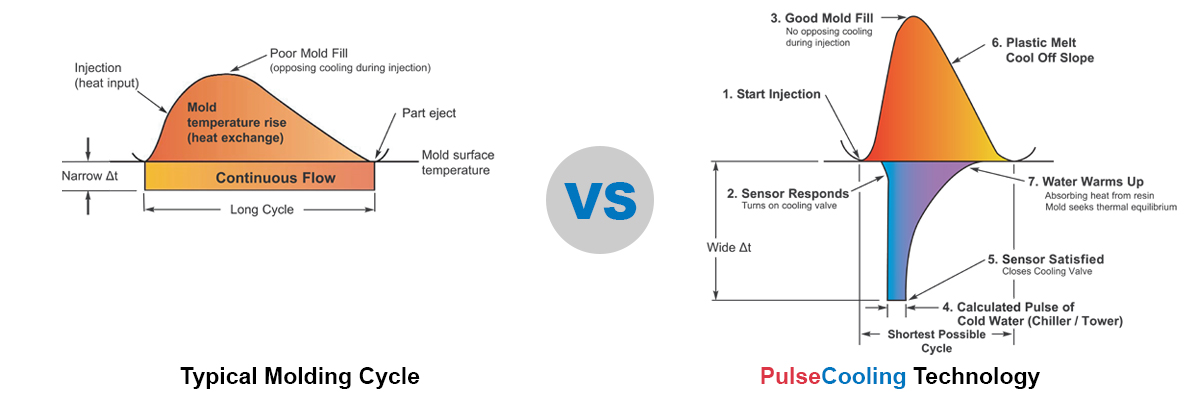
CONVENTIONAL COOLING VS PULSECOOLING TECHNOLOGY
STILL COOLING WITH WARM WATER?? |
PULSECOOLING USES COLD WATER FOR MAXIMUM HEAT TRANSFER |
Continuous Flow Mold Temperature Control Systems |
PulseCooling Technology |
NO DIRECT CONTROL OVER MOLD SURFACE TEMPERATURE |
YOU NOW HAVE CONTROL OVER MOLD SURFACE TEMPERATURE |
 |
|
Continuous flow control adjustments are ALWAYS RETROACTIVE in response to visual/dimensional changes in the parts. |
The PulseCooling Technology will save you the trouble by automatically monitoring and controlling your process |
THE PULSECOOLING CONTROLLER AUTOMATICALLY MAKES PROACTIVE ADJUSTMENTS TO MAINTAIN MOLD SURFACE TEMPERATURE
COMPENSATING FOR:
- Ambient temperature changes
- Water temperature changes
- Water supply pressure changes
- Back pressure changes
- Cycle changes
- Platen and machine temperature changes
- Day and night shift changes
- Partial plant shut down
RESULTING IN:
- Consistent mold temperature profile 24/7
- Increased heat exchange
- Excellent mold fill - No opposing resistance during injection
- No uncontrolled temperature drift
- Faster molding cycle - Efficient heat removal, very high delta t
- CONSISTENT PART QUALITY - 24/7!
PULSECOOLING TECHNOLOGY
The Plastic Processing Industry continues to move toward higher part complexity, more cavities, thinner walls, larger molds, more difficult to process materials, tighter processing parameters, and better inspection equipment. To obtain the highest performance and meet today's expectations, PulseCooling Technology is used to precisely meet the heating and cooling requirements of each molding cycle.
The typical installation requires temperature sensors installed in the core and cavity side to "read" the mold surface temperature profile. This provides the PulseCooling controller with vital processing information. The injection melt heat raises the mold surface temperature - not the entire mold.
As the mold surface reaches the desired level - the PulseCooling controller processes the information, and commands a fast-responding coolant valve to supply a calculated pulse of coolant, (or heating) at maximum flow rate (TURBULENT FLOW) directly from the tower water supply or chiller during each cycle for maximum heat removal.
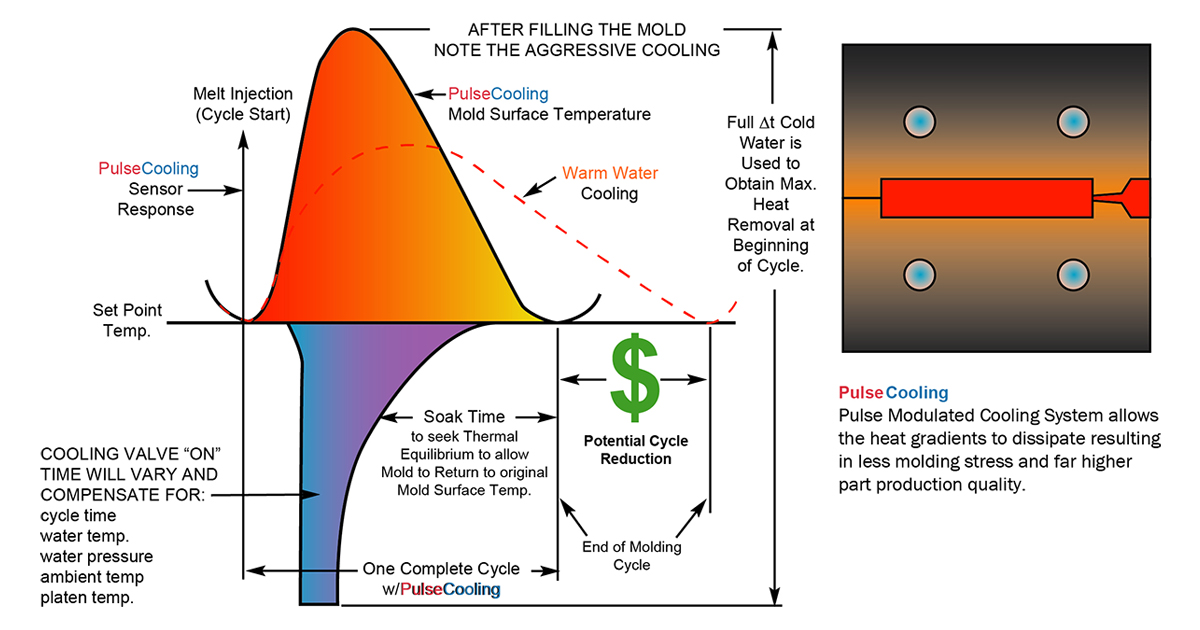
PULSECOOLING DYNAMICS
At the beginning of the cycle, a calculated pulse of water matches the cooling requirement
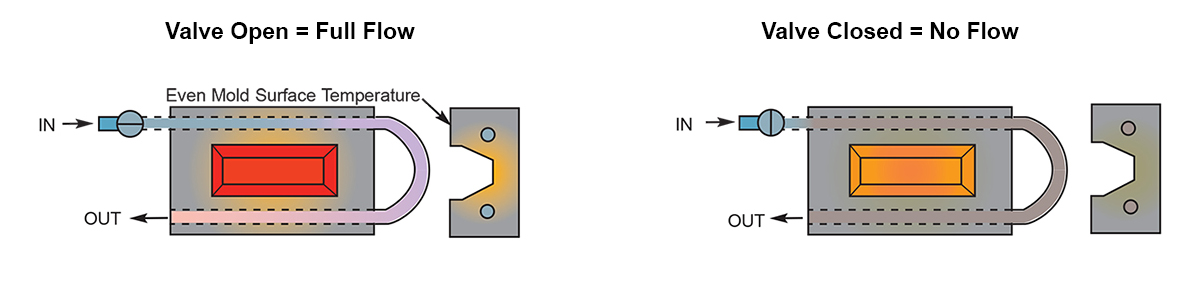
Maximum Cooling - Full flow - High delta t (cold water)
Turbulent flow for maximum heat removal
Note: minimum temperature rise between
“IN” and “OUT”
During cure time, coolant flow stops, allowing heat gradients to dissipate and creating a more uniform and predictable environment for the next shot.
Each cooling pulse equals the excess heat from each molding cycle and compensates for cycle time, melt, ambient temperature and cooling pressure (FLOW) change.
When the molding cycle is interrupted - recovery time to the mold surface is quick - since only the mold surface has to rise to set temperature - not the entire mold.
BENEFITS OF PULSECOOLING
- Direct control over MOLD SURFACE TEMPERATURE - not just waterline
- QUICK WARM UP, only the molding surface reaches temperature, not the entire mold
- HIGHER PRODUCTION OUTPUT - full flow, turbulent cooling with cold water
- HIGHER QUALITY PARTS through gradient dissipation during soak period
- OPTIMIZING OF THE MOLDING CYCLE - continuous feedback of mold surface temperature
- ELIMINATES THERMAL DRIFT (warp, sinks, distortion and inconsistent fill)
- PRECISION CONTROL OF MOLDING SURFACE TEMPERATURE
- Predictable parts through compensation and correction of:
- Day and night shift changes, Partial plant shutdowns - (flow / pressure / temp. changes)
- Water temperature changes (chiller or tower), Cycle changes
- Melt heat input variation
- Ambient temperature changes,
- Water supply pressure changes,
- Back-pressure changes.
- Continuous temperature readout of MOLD SURFACE temperature without cycle interruption
- INSTANT AUDIO WARNING. Minimum downtime.
- VERY LOW POWER CONSUMPTION (10 WATT PER ZONE) approximately $10.00 per year
- MINIMUM WATER CONSUMPTION - Minimum water used for each molding cycle
- MINIMIZES COOLING LINE CONTAMINANT BUILD UP - full velocity PulseCooling
- REDUCES HEAT LOAD to plant cooling system
- ELIMINATES OVER COOLING during cycle interruption (rusting)
- NO FLOOR SPACE REQUIRED - machine-mounted; no clutter in back of machine
- TOTAL ADAPTATION from smallest mold to molds with up to 2" waterlines
- CONSTANT QUALITY CONTROL - parts are produced within temperature window
- AUTOMATIC SORTING - Quality control. Relay contact is provided for robotic pick up
- ELIMINATES MOLD CONDENSATION for low temp. molding (including blow molding)
- ELIMINATES MOLD DAMAGE caused by thermal growth (misalignment of mating surfaces)
- ELIMINATES MOLD JAM-UPS (tapered shut offs due to temperature differences)
- No heaters, motors or pumps required = LOW MAINTENANCE
- Quality Monitoring Software tracking on selected models
- NETWORK COMMUNICATION available - on selected models
PULSECOOLING FAQ
-
1. How does PulseCooling improve cycle time?By placing a sensor into the mold and controlling the mold surface temperature. Each molding cycle is cooled with a full-flow cooling pulse, timed to match the exact cooling needs of each shot of melt, with the coldest water available.
-
2. How can PulseCooling produce better part quality?The PulseCooling cools during the first part of the molding cycle, just after the melt shot is completed when most heat is present (highest delta t) and shuts off the flow when cycle is near the end. The hot and cold spots (heat gradients) can dissipate (seek thermal equilibrium) resulting in higher-quality parts since the shot was cured in a more uniform condition.
-
3. Do I use the PulseCooling with my warm water circulator? No, the PulseCooling uses cooling water directly from the tower water supply or chiller. -
4. How can the PulseCooling improve the cycle when I have full flow?Full flow cooling is an uncontrolled cooling method, resulting in unpredictable parts. Typically a core requires more cooling than the cavity side of the mold. Cooling may be "on" continuously on the CORE side, while the CAVITY will be "on" a short time - just the right duration to remove the excess heat - thus maintaining the ideal mold surface and gate temperature.
-
5. How and where do I install a sensor for best performance?A drilled hole will accommodate one of many sensor styles, which can be easily installed (click here for sensor selection and placement). A sensor is placed near the surface on core and cavity. The PulseCooling will test the mold for thermal responsiveness and "tune" itself to maintain the desired mold surface temperature. (Details and installation instructions are available upon request and are included with each sensor).
-
6. How many zones do I need for a typical 8 or 16 cavity mold?Typically one for the core, one for the cavity and if the tool has a hot runner or hot manifold, a separate zone is recommended to control the melt viscosity, gate temperature and the mold expansion.
-
7. How can a 2-Zone PulseCooling Assembly control an 8 or more cavity mold?Each cavity receives the same amount of heat from the melt. Sensing the cooling needs of just one cavity provides the cooling information for cavities of the same size.
-
8. Must a mold be redesigned to use the PulseCooling?No, the PulseCooling will enhance the performance of a poorly designed mold and will give top performance when used with a well-designed mold.
-
9. How can I use PulseCooling on an existing mold without sensor holes?On an existing mold without a sensor hole, you may install an “internal wet probe” into the outgoing waterline. The PulseCooling software is designed to read the relative temperature in the waterline and thereby maintains the desired mold surface temperature.
-
10. Will PulseCooling prevent thermal expansion?Yes. By maintaining precise mold temperature through continuous feedback, PulseCooling minimizes thermal drift and significantly reduces steel expansion.
-
11. What can I expect from PulseCooling in general terms?• Consistently better part
• Consistently better cycle
• Reduced maintenance cost
• Drastic reduction of chiller load
• Fraction of operating cost
• Reduced capital investment
ALL RESULTING IN AN EXCELLENT R.O.I
N8779 County Road X
Watertown, WI 53094 USA
(920) 261-2606 Sales
sales@citoinc.com